
(предварительное технико-коммерческое предложение)
Примечание: 2. Мы (ООО «Примех» и ООО НПК «РТИТАЛ») считаем, что очистить сточные воды предприятия по производству эпоксидной смолы возможно. При этом реально достижение следующих результатов: 2. Для решения поставленной задачи мы предлагаем Вам следующий вариант: процесс очистки организовать в 2 стадии. На первой стадии очистки мы предлагаем использовать рабочую схему разработанного нами УПН (установка подготовки нефти), в которую входят следующие устройства СБПВ: «Декарбон», «КОЕД», «КОЭХ», «Струйный смеситель» (для смешивания воды с нефтью), «Санар» (в УПН это устройство называется петлевым реактором), Ёмкость-отстойник, Насосы, КИПиА. Данный процесс апробирован нами в рамках работы над проектом «Повышение сортности нефти до уровня марки BRENT». В России мы, наверное, единственные, кто без катализаторов, высокого давления и температур научились изменять фракционный и углеводородный состав нефти в процессе подготовки её к переработке, и выполнять облагораживание светлых нефтепродуктов. Суть предлагаемого технологического процесса: нефть смешивается с загрязнёнными сточными водами и обрабатывается структурированными электромагнитными полями, в результате чего в ёмкости деэмульгации в конце первой стадии очистки мы будем иметь четыре слоя: Таким образом, после первой стадии остаётся вода (650-700 л./час, которые нужно доочистить на второй стадии) и гудроноподобная смесь (300-350 кг./час), класс опасности которой будет соответствовать мазутам, гудронам, не перегнанной нефти. Этот полуфабрикат с большим технологическим эффектом можно будет продать ближайшему асфальтобетонному заводу. Из него изготавливается высококлассное дорожное полимербетонное покрытие (например, посадочные палубы современных авианосцев изготавливаются из полимербетона). В случае необходимости (после обезвоживания) его можно упаковать в крафт-мешки и хранить неограниченное время. В крайнем случае, его можно сжигать в угольных печах с послойным сжиганием. Стадия 2. На этой стадии реализуется доочистка полученной воды, а именно – выделение остаточных нефтепродуктов, находящихся в ней в виде эмульсии. При этом используются только узлы СБПВ (второй комплект) настроенные на режим обработки воды, без привлечения реагентов. Суть предлагаемого технологического процесса: вода обрабатывается структурированными электромагнитными полями, в результате чего в ёмкости деэмульгации в конце второй стадии очистки мы будем иметь два ярко выраженных слоя: 3. Если предложенный вариант очистки Вас устраивает, тогда мы приступим к детализации технико-коммерческого предложения. Например, нам понадобятся сведения об объёмах перерабатываемых сточных вод, pH сточной воды на входе, и желательное pH воды на выходе (потому что в нашем технологическом процессе мы изменяем pH среды). Этими данными определяется конструктивное исполнение устройств, входящих в СБПВ, комплектуемого оборудования, а также, соответственно, общая цена проекта.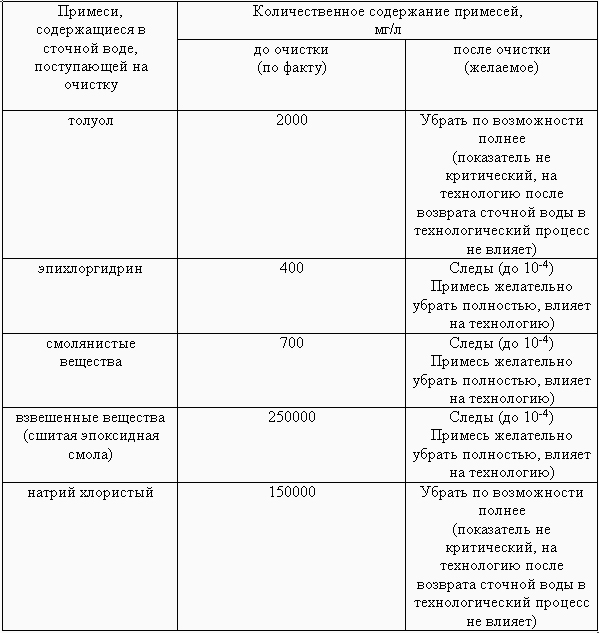
• Плотность сточной воды: 1.1 – 1.2;
• Сточная вода – отходы III класса опасности.
Толуол. В воде практически не растворим. Такие большие исходные показатели, указанные в «Требованиях к составу сточных вод», связаны с тем, что в сточной воде он находится в виде эмульсии. Как только мы выполним деэмульгацию, концентрация толуола снизится до уровня растворимости в воде, что уже гораздо ближе к ПДК.
Натрий хлористый. Убрать его, конечно, можно. Это позволяет сделать освоенный нами процесс гидротации. Однако сразу подчёркиваем, что если этот показатель действительно не критический, то за это дело лучше даже и не браться. Поскольку реализация данного процесса потребует больших дополнительных затрат. Проще говоря, это будет стоить едва ли не больше, чем всё остальное вместе взятое. Поэтому мы предлагаем на первом этапе освоить технологию очистки воды от коллоидов, а к очистке от растворимого натрия хлористого вернуться позднее в случае необходимости.
Остальные указанные показатели (эпихлоргидрин, смолянистые вещества, сшитая эпоксидная смола) мы будем рассматривать как единый комплекс веществ. Именно с таким целостным подходом связано наше предложение.
Стадия 1. Используется:
• узлы Системы Безреагентной Подготовки Воды (СБПВ) настроенные на режим обработки углеводородов;
• тяжёлые смолистые нефти, лучше с большим содержанием серы. Расход – примерно 50-100 кг. в час. Используются для того, чтобы скоагулировать сшитую эпоксидную смолу и в процессе электромагнитной обработки образовать прочные гудроноподобные комплексы (без этой обработки практически невозможно снизить класс опасности).
1) Толуол, связанный с лёгкими нефтяными фракциями. Тем самым толуол будет выделен из воды, где находился в виде эмульсии.
2) Маточный слой с тяжёлыми фракциями нефти с эпихлоргидрином и смолистыми веществами. Эпихлоргидрин – водорастворимый полупродукт, получаемый в ходе производства эпоксидной смолы, химически активный. Он очень хорошо связывается с тяжёлыми фракциями нефти. Тем самым эпихлоргидрин и смолистые вещества будут выделены из воды.
3) Вода, содержащая растворимые хлориды (натрий хлористый) и незначительное количество нефтепродуктов. То есть мы получили воду очищенную, от всего требуемого, кроме хлористого натрия. Но в воду перейдёт незначительное количество нефтяных фракций (<1%).
4) Донный осадок, содержащий коагулянт (сшитая эпоксидная смола, асфальтены нефти и пр.). Тем самым все взвешенные вещества будут переведены из воды в донный осадок.
1) Небольшое количество (<1%) лёгких нефтяных фракций (класса бензинов), которые можно будет легко утилизировать.
2) Очищенная технологическая вода, соответствующая предъявленным требованиям (кроме требований по натрию хлористому).
3) При длительной эксплуатации возможно накопление донного осадка. По мере накопления, его нужно будет периодически выводить из ёмкости, и подавать на первую стадию.
Таким образом, будут выполнены требования по количественному содержанию примесей.
Также нужны следующие дополнительные данные:
• температура сточной воды непосредственно перед обработкой;
• как влияет рабочая температура на адгезионные свойства взвешенного вещества (это ведь эпоксидная смола, а её адгезионные свойства известны);
• налипает ли сшитая эпоксидная смола на стенки сосудов, трубопроводов, лопатки насосов и т.д., а если налипает, то каким слоем (т.е. постоянно наращивается слой или наступает равновесие, если да, то примерно до какой толщины);
• применяют ли на производстве футеровки для предотвращения налипания, если да, то из каких материалов;
• есть ли мешалка в ёмкости хранения, в каком состоянии её лопатки, есть ли наросты. Дело в том, что пока неизвестно, как будет вести себя коллоидная взвесь эпоксидной смолы такой концентрации в воде;
• какие материалы (стали) применяют в заводских технологических аппаратах (от этого зависит то, из каких материалов будет изготавливаться наше оборудование).